






如何判斷機用打包帶的質量問題
1、pp打包帶要韌性好,把打包帶反復折,韌性不好的pp打包帶容易折斷。還有就是花紋問題,花紋一定要美觀,不會出現壓偏的情況。
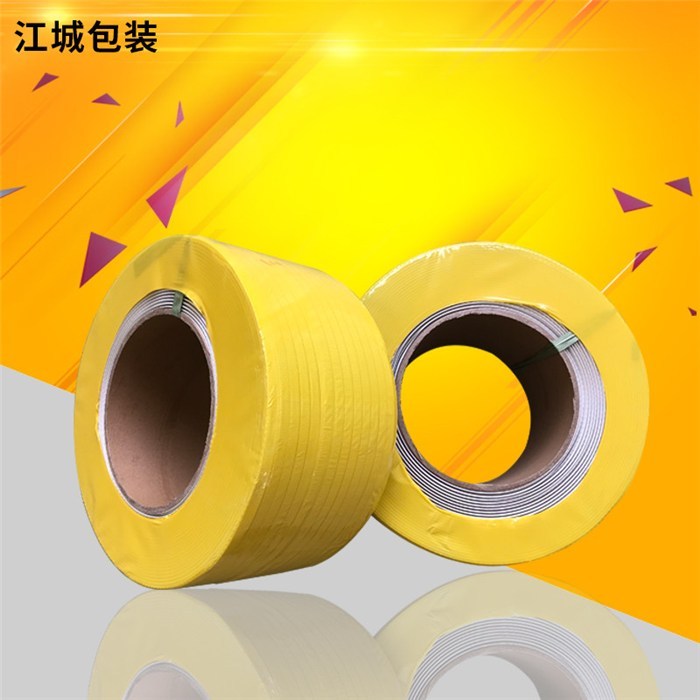
2、pp打包帶要有光澤度,這樣的打包帶一般是全新料生產的,拉力穩定。打包帶摻粉子的話光澤度會大打折扣的。
3、pp打包帶的寬度,寬度誤差一般正負0.3mm。這樣的打包帶生產中下料均勻,質量也會相對均勻的,不會出現時好時壞的狀況,在用打包機打包時也更加穩定。
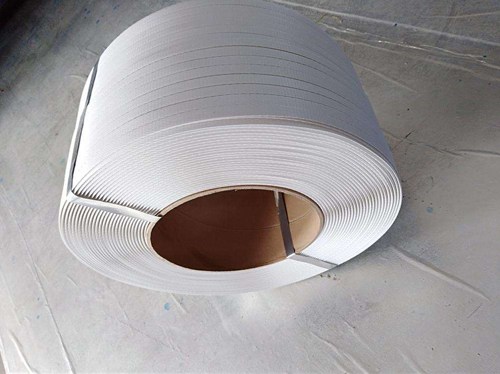
4、有的pp打包帶外面是全新料,中間夾填充料(極差),只要剪開看斷面可以看到里面黑心的就是質量差。
5、打包帶的顏色問題,彩色打包帶顏色艷麗有光澤度,就是比較的好的打包帶。透明打包帶是目前好的打包帶。打包帶質量的好壞完全取決于聚丙的純度,聚丙的純度越高打包帶的拉力越好。







打包帶的基本常識
1、標志
打包帶應有合格證,其內容包括制造廠名、產品名稱、商標、型號(或規格)、生產日期、質量等級等。
打包帶外包裝應有制造廠名、產品名稱、重量、色別、型號(規格)、質量等級等標志。
2、包裝
打包帶外包裝用紙箱、布袋或其他包裝物、包裝要牢固。
3、運輸
打包帶在運輸中應輕裝輕卸,不能日曬雨淋。
4、貯存
打包帶應貯存于通風陰涼、干燥的倉庫、產品應距離熱源2m以上,不宜重壓(正常堆碼除外)。自生產日期起貯存期為一年半。


打包帶斷裂的原因:
1、捆扎帶焊接口預留長短不齊,8根帶子長短捆扎不均,造成受力不均勻。
2、焊接時間過長,形成虛焊,或造成捆扎帶變薄拉力減少。
3、焊接時間不夠,沒完全焊接。
4、焊接口打包帶未對齊,左右錯位,重疊面積減小,拉力減少。
打包帶的斷裂解決辦法:
1、選用質量穩定的打包帶,拉力強(斷裂拉力大于10000N,接口保持率大于93%,延伸率12%~18%,剝離力大于200N)。
2、尺寸均勻。
3、合理控制焊接時間,以帶子兩邊溢出物在1.0H1In左右為益,防止過多或不足影響焊接質量。
4、焊接后待保壓冷卻2s再取出捆扎帶。
5、硬度適中,捆扎帶較硬,但接口冷卻后不發脆,捆扎帶不開裂。
6、焊接系統性能的穩定性,重在維護,按規定配置空壓系統,嚴格按照使用說明操作使用


 在線客服
在線客服 15055312917
15055312917 1615703971@qq.com
1615703971@qq.com


